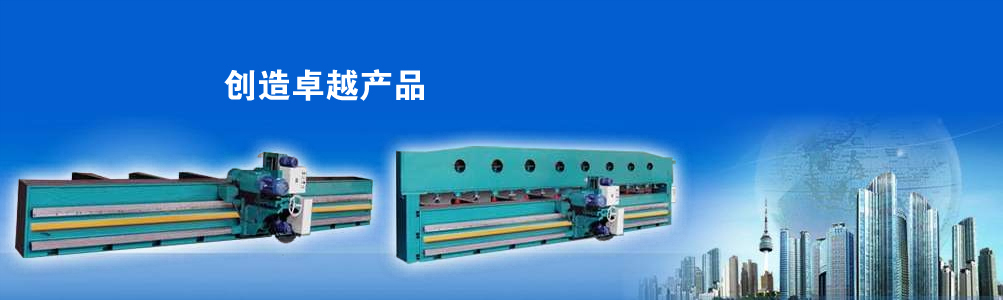
随着我国焊管制造行业技术的飞速发展 ,国内外对螺旋焊管质量标准要求日趋严格 ,如西气东输工程、陕京管线、苏丹管线等长输管线的技术标准部分已超过API管线标准 ,对钢管的质量要求更高。在进入成型、焊接工序之前 ,钢带的边缘形状、表面粗糙度对焊管的成型、焊接质量有着重要的影响。通常 ,带钢厚度在 8mm以下 ,经过圆盘剪剪切后可以直接进行成型、焊接 ;钢带厚度在8mm以上就必须刨边或铣边 ,以获得较好的钢带边缘形状与表面粗糙度 ;钢带厚度在 1 4mm以上 ,由于焊接较困难 ,焊接质量不易保证 ,就必须将钢带边缘加工成X型坡口。螺旋焊管机组上铣边机一直是国内外各焊管厂家所关心和重点研究的主要设备之一。它对钢带边缘状况的改善 ,成型、焊接质量的提高起到很好的作用。1 刨边机与
铣边机各自的优缺点1 .1 刨边机的优缺点( 1 )刨边机价格便宜 ,便于制造 ,寿命较长 ;( 2 )刨刀更换方便 ;( 3)刨刀仅能刨出V形焊接坡口 ;( 4 )刨边机为被动切削 ,无需动力 ,但消耗递送机的递送力 ;( 5 )刨刀需磨削 ,对工人磨削技术要求高 ;( 6)刨边机无法消除钢带月牙弯.
更多优质价格信息
铣边机,无压梁
铣边机,无锡
铣边机。请关注
http://www.wxruncheng.cn